
客户咨询热线:
13710633718
13728005115
13710633718
13728005115



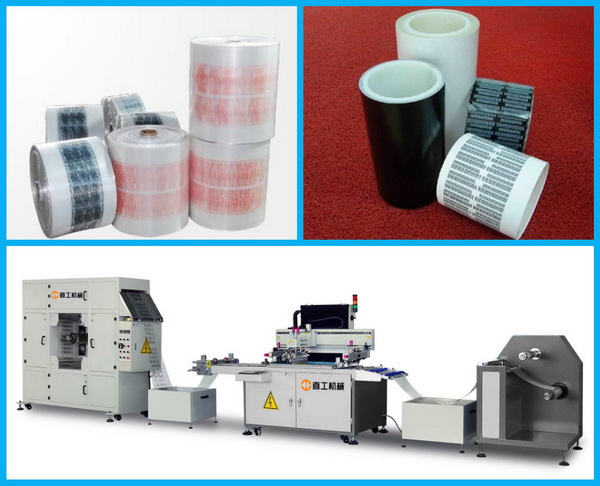
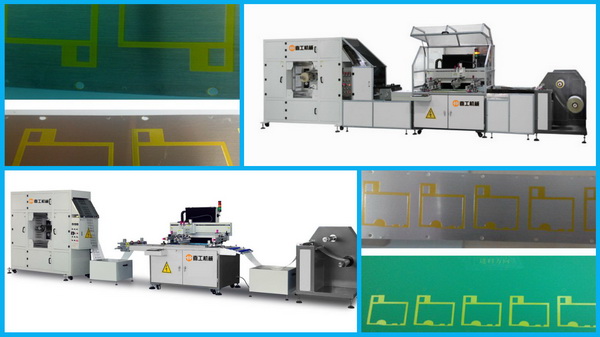
 详细说明 有实力的热转印膜丝印机优质推荐
详细说明 有实力的热转印膜丝印机优质推荐
颜料产生色彩,它被研磨成细小的颗粒后,与PVC和其他添加剂混合。它与透明PVC以及其他添加剂混合的比例决定着色彩的透明和不透明性质。丝网印刷油墨的颜料浓度比四色印刷油墨的颜料浓度要高一些,即便对于同一种类型的油墨,由不同的厂家生产,颜料百分比也各不相同,粘度也是如此,因此它们的印刷适性和色彩浓度也相应地有一定的差别。
刮墨刀必须预先确定好角度,给油墨提供向承印物转移的方向,然后加以适量的压力,产生一个使适量油墨容易转移所需要的“通过网孔的挤压力”。如果刮墨刀调定在0°(与印刷机成垂直的位置),就不能挤压任何油墨通过网孔。一旦调定一个角度比如20°,油墨将准确地按照这个方向转移。角度再增大,刮墨刀接触点的屈曲会导致油墨量增大。相反,刮墨角度过大会使印版预先上墨过多,进而转移的油墨较多,但会损失精细线条和文字的边缘清晰度和细微层次,必须在清晰度和墨层厚度这两个极端找出一个平衡。为此,刮墨刀的生产厂家提供印刷用的复合型刮胶条,即一个硬的支撑与软的表面相结合的新型刮墨刀,满足印刷者对良好的不透明度和精细层次的要求。

1.保持工具的清洁以备随时使用,制版房应无灰尘。2.检查网版张力。所有的多色套印的网版需张力大小一致。3.全面脱脂:使用软刷且具有一定压力的水源进行清洗。4.在低于40℃的温下烘干。5.按厂家建议的方法,提前将感光胶配好。6.使用清洁的、略带圆角刃口的上浆器进行涂胶,涂胶的面积至少要比网框内径小10%。7.涂胶时,首先要从印刷面开始。涂胶的次数依照感光胶的固含量、粘度、丝网目数以及理想的网版厚度的要求而定。8.烘干网版时,应将印刷面朝下摆放(避免感光胶流回油墨面)。9.用于精细线条印刷及半色调印刷的网版,每次烘干后需在印刷面上再涂上一次或多次感光胶,直到印刷面感光胶层平整为止。10.保持曝光机的玻璃真空橡皮布的清洁。检查底片是否正确?药膜面是否贴合网版?黑度是否达到要求,摆放是否正确?并使曝光机有足够的抽真时间。11.设定正确的曝光时间,并保持记录。每隔三个月或在曝光量减弱时,应对曝光时间进行测试和调整,修正。12.将已曝光的网版远离光源(日光、白炽灯)。13.显影时要用适当压力的水进行清洗显影,特别是要对油墨面进行充分的清洗而不能冲洗,直至表面不发滑为止。曝光不足的感光胶膜版清洗后会出现脱膜现象。14.用柔软洁净的纸,清洁的抹布或真空吸水器吸掉多余的水分。15.用适当的补网材料进行修补网版。16.将所有参数写到网片上:厚度、曝光时间、日期、名称。
拉丝(刀线):概念:刮墨刀未刮干净的油墨在版辊的非图文部分或浅网部分拖成线状污痕,转移到薄膜上,也指刮墨刀缺痕造成的现象。产生原因:①刮墨刀质量不好或有缺口;②油墨颗粒粗或粘度过高;③刮刀角度或压力不合适;④版辊铬面粗糙或抛光不好;⑤版辊稍度、椭圆度太大或动平衡不好。解决措施:①检查刮墨刀是否有缺口,用砂纸磨或更换;②过滤油墨,减少油墨中大的颗粒;③用砂纸打磨版辊表面;④检查版辊的稍度、椭圆度和动平衡;⑤重新抛光或退铬重镀。
1、丝印一般作为包装类产品的图文标识加工工序,对产品形象有重要影响,所以对技术方面要求较高。2、玻璃瓶丝印:在空白的透明或磨砂或喷涂效果的瓶身上丝印,要选用高温油墨,着色后经高温焙而出,不会褪色和不易划花,颜色较为沉亚,要选取高温炉的厂家进行丝印,起印量一般为5000个以上,5000个以下按500元/款/色收费,5000个以上按0.1元/色次计算。3、在设计上要考虑至多不要超过2个色,出菲林要出阴片,文字、图案、线条不要过细或过大,容易造成断纹或积墨现象,在批量生产前应打样确认,避免出现颜色差异。4、如果磨砂玻璃瓶有错印情况的可重新打磨工序后再印,加工费0.1元—0.2元/个。5、圆形瓶同一色印按一色计,扁形或椭圆形等按印面数及印面的印色数为计算依据。6、塑料容器类,分普通油墨和UV油墨丝印,UV油墨较为广泛使用,字及图有立体感,较有光泽,不易褪色,可印多色效果,起印量一般为1000个以上。



 全自动丝网印刷机厂家 版权所有 @2016-2029[
全自动丝网印刷机厂家 版权所有 @2016-2029[