
客户咨询热线:
13710633718
13728005115
13710633718
13728005115



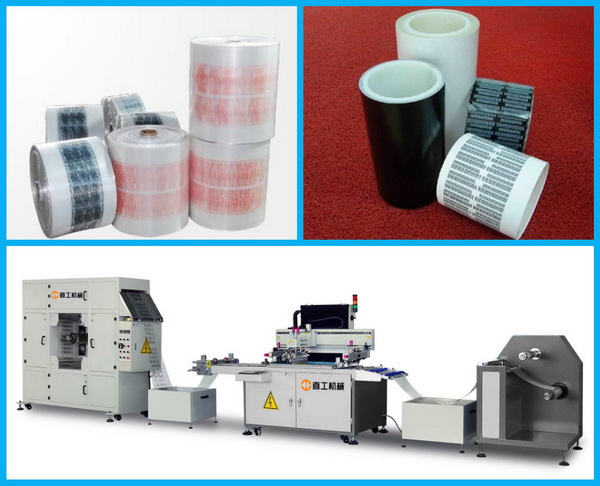
 详细说明 会昌pet卷料全自动丝印机厂商销售
详细说明 会昌pet卷料全自动丝印机厂商销售
网纹(龟纹):概念:两组或两组以上网点在不同角度或线数下相交会呈现不同的相交网纹,较大的有损图像美感的相交网纹叫龟纹。产生原因:两色或多色版网角或线数错不开。制版要求:两强色的网角必须错开30度,即30度与60度角配。(一般情况下,37度与60度配即可。)线数一般要求同网线,特殊情况下需用不同线数时,网线尽量错开多一些。印刷原因:油墨粘度不合适,解决方法:当一支实地版与另一支有网的版印刷出网纹时,一般是实地版的油墨太稀,墨层不够厚实所致。
激光制网技术,减少资源消耗(如胶片),改善操作条件(如暗室)有利于生态平衡(如“三废”),是一种可持续发展的绿色加工方法。激光制网机目前存在的问题,主要是价位较高,使企业首期投入较大,负担较重,这是由于激光发生器依靠进口。我们相信,随着我国激光技术的提升,制网用激光发生器国产化为期不会太远,一个以激光技术全面取代传统或现代用感光原理制网的时代一定会到来。

裁刀使用一段时间后需要换刀,一般情况下,换刀和换刀条是同时进行的。换刀操作包括以下步骤:①刀片降到最低位置,与刀条接触,切断电源。②拧松刀片露在刀座外的螺栓,使刀片轻轻接触垫板后再拧下螺栓,刀架(刀框或刀胎)升到原来位置,将刀片取下放在木制(或塑料)刀盒内。③更换刀条。刀条装在切纸刀下的工作台面上,更换时,按照刀条槽长度裁取一段新刀条,用刀片或砂纸将刀条表面的毛刺磨掉,然后镶入槽内。特别提示:刀条镶在凹槽内不能发生任何移动;刀条表面应与工作台面平行。④刀片与刀架的高低要适当,一般刀片压入垫板内的深度在0.3mm~1.5mm为宜。⑤换新刀片时,要确认刀片刃角与所裁纸张的抗切力是否相符,然后用软布从上往下将刀片擦净(刀刃部分不能擦)。轻轻拿起刀片,对准螺孔,拧紧螺栓。特别提示:刀条处应垫上薄纸板,刀刃不能碰到任何坚硬物。⑥试刀。刀片、刀条更换后,可空切试刀,检查螺栓是否拧紧,刀片是否平整。刀片与刀条接触后的压痕深度是否符合要求,如有不妥,可微调处理,然后再垫一沓新闻纸或胶版纸测试刀片的锋利状况。
坷罗版是在厚磨砂玻璃版材上,涂布铬胶感光液,用阴像底片与感光膜层密接曝光后,即发生光化学反应而引起胶层硬化构成图像。图像密度的深浅不是用大小不同的网点组成,而是由胶膜因受光量的不同,使胶膜硬化程度不一。而硬化程度又决定胶膜膨胀情况的不同,不同的膨胀程度形成版面疏密不同的细微皱纹。受光量越大,硬化程度越大,膨胀越小,皱纹越多,吸收水分少,粘附油墨多,印刷后色调越暗,反之,色调越亮,从而再现原稿面面各种层次,由于珂罗版印刷是直接印刷,所以印版上的图文应为反像。

在设计印制电路板时,应尽量降低电源线和地线的阻抗,因为电源线、地线和其他印制线都有电感,当电源电流变化较大时,将会产生较大的压降,而地线压降是形成公共阻抗干扰的重要因素,所以应尽量缩短地线,也可以尽量加粗电源线和地线线条。在双面印制板设计中,除了尽可能地加粗电源线和地线线条之外,还应在地线和电源线之间安装高频特性好的去耦电容。



 全自动丝网印刷机厂家 版权所有 @2016-2029[
全自动丝网印刷机厂家 版权所有 @2016-2029[